انوع تکیه گاه برای ماهیچه گذاری در ریخته گری
انوع تکیه گاه برای ماهیچه گذاری در ریخته گری
تکیه گاه سقفی
تکیه گاه سقفی اغلب به، تکیه گاه ماهیچه هایی گفته می شود که سطح ریشه ماهیچه آن از سطح مدل بزرگتر باشد. از آنجا که این نوع ماهیچه اغلب در درجه پایینی قرار می گیرد، و نه در درجه میانی یا بالایی، تکیه گاه ماهیچه آویزان نیز می گویند. به وسیله تکیه گاه سقفی می توان از درجه بالایی کلا صرف نظر کرد.
تکیه گاه بشقابی
این نوع تکیه گاه، تکیه گاه سقفی است که فقط سطح مقطع ریشه ماهیچه آن گرد است.
تکیه گاه نشسته
در این نوع تکیه گاهها مثل تکیه گاههای سقفی سطح مقطع اصلی ماهیچه بزرگتر است. در تکیه گاه ماهیچه نشسته در درجه پایینی قرار می گیرد و نشستن آن با اطمینان بیشتری صورت می گیرد، زیرا درجه بالایی نیز بعد از نصب روی ماهیچه فشار وارد می کند. وقتی مدلساز نمی داند که ریخته گری به چه نحوی انجام خواهد گرفت، می تواند مدل را به دو طریق بسازد: تکیه گاه در درجه پایینی و یا در درجه بالایی.
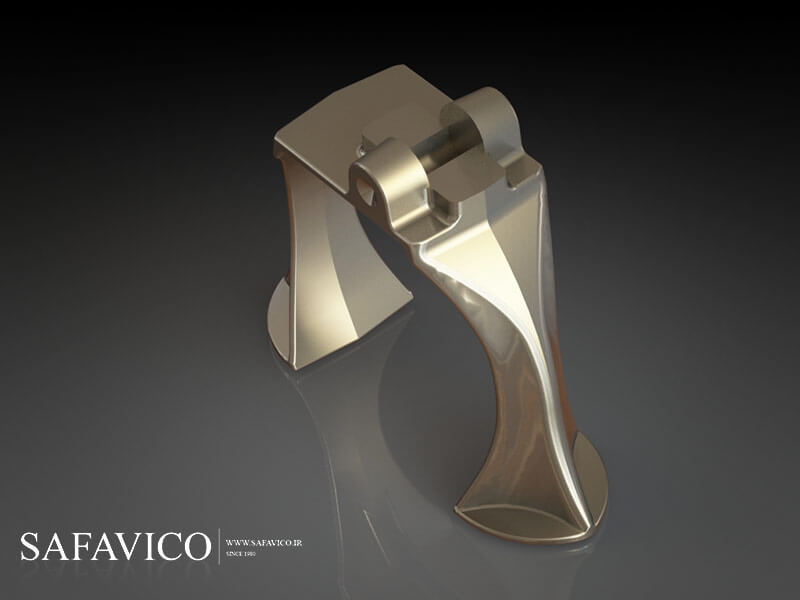
تکیه گاه ماهیچه ایستاده
ماهیچه قائم باید دارای تکیه گاههای شیب دار باشند تا ماهیچه بتواند با اطمینان و به راحتی قرار داده شود. تکیه گاه ماهیچه لزوما هم اندازه دهانه قطعه ریختگی نیست و بسته به خواسته های فنی و ریخته گری ممکن است بزرگتر و یا کوچکتر طراحی شود.

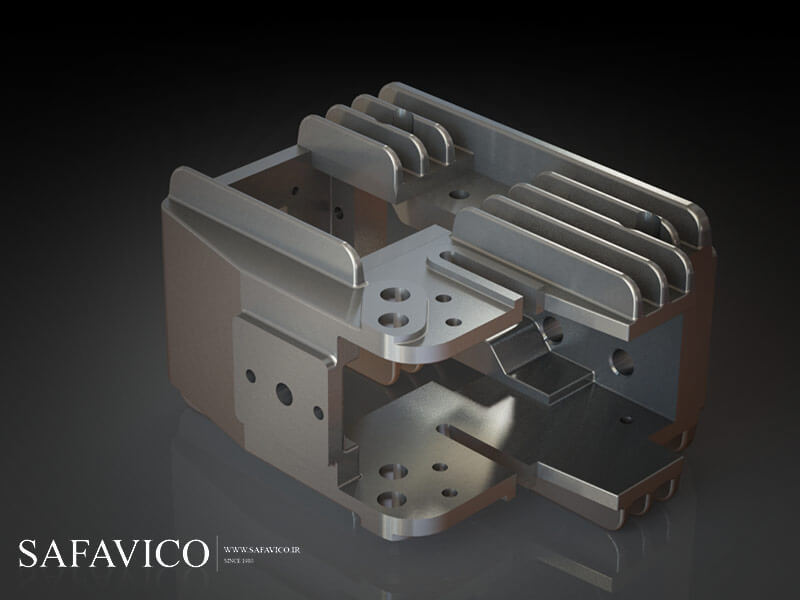
تکیه گاه ماهیچه خوابیده
ماهیچه های خوابیده که در سطح قالب تکیه گاههای متعددی دارند می توانند با اطمینان بیشتر در قسمت پایین قرار داده شوند. در این مورد تکیه گاه مدل و جعبه ماهیچه می توانند از نظر طولی، لقی بیشتری داشته باشند، زیرا به خاطر نشیمن گاههای متعدد و نیز نصب درجه بالایی روی آن امکان جابه جایی ندارد.
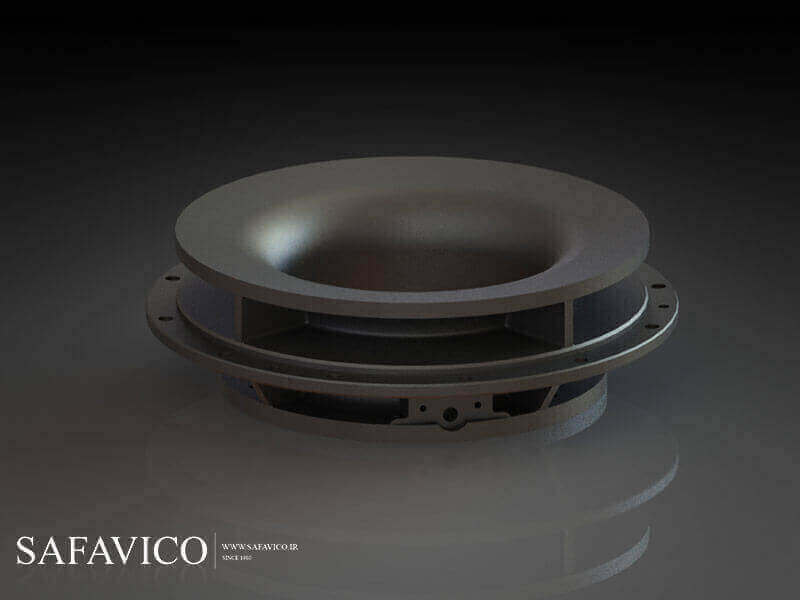
تکیه گاه چکمه ای
وقتی ریشه ماهیچه به خاطر قالب گیری و نصب آن تا سطح جدایش ادامه پیدا می کند از ریشه چکمه ای استفاده می شود. ریشه ماهیچه چکمه ای را می توان مستقیما روی جعبه ماهیچه اصلی درست کرد. گاهی در فضای خالی ایجاد شده، تکیه گاه ماهیچه چکمه ای، بعد از قرار دادن ماهیچه اصلی، با پر کردن و یا غالبا با قسمت فرعی ماهیچه چکمه ای تکمیل می شود.
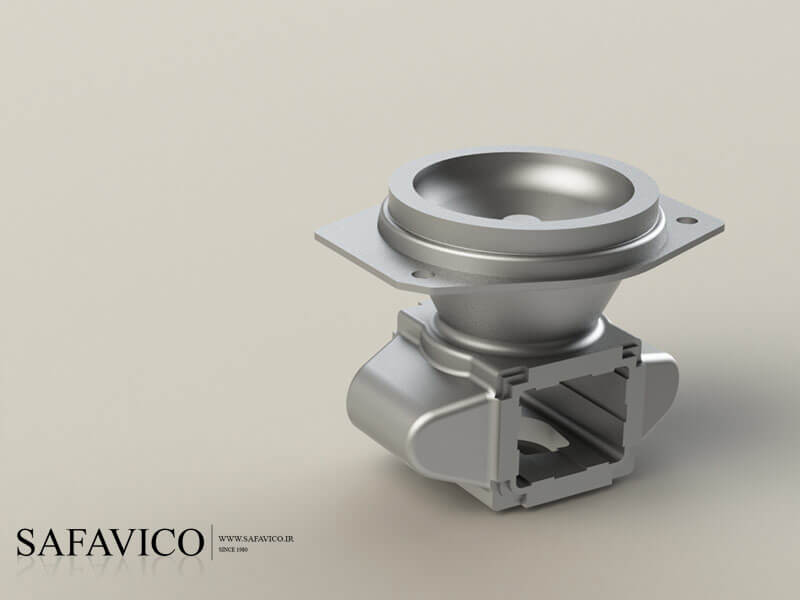
تکیه گاه قسمت فرعی ماهیچه چکمه ای
گاهی محفظه خالی به دست آمده تکیه گاه چکمه ای بعد از نصب ماهیچه اصلی به وسیله ماسه و یا با ماهیچه پرکننده تکمیل می شود. در موارد خاصی ساخت جعبه ماهیچه اضافی برای ماهیچه پر کننده ضروری است، خاصه وقتی ساخت ماهیچه کامل با تکیه گاه چکمه ای از نظر تکنیک قالب گیری امکانپذیر نباشد و یا طراحی آن مشکل و پر هزینه باشد می توان از جعبه ماهیچه اضافی استفاده کرد.
تکیه گاه پیوسته
به خاطر دلایل فنی و ساخت اقتصادی ماهیچه، ریشه ماهیچه های منفرد به صورت تکیه گاههای پیوسته طراحی می شود. بدین وسیله روش پیوسته این مزیت را نیز خواهد داشت که ماهیچه به هنگام ریخته گری تغییر مکان نمی دهد و ضخامت تعیین شده و دیواره های ریخته گری نیز حفظ می شود. این نوع طراحی بخصوص در مدلهای خمیده که ماهیچه آن تکیه گاه درازتری لازم دارد بهتر است. بدین وسیله اگر برای دو مدل یک ماهیچه مشترک درست شود فقط یک جعبه ماهیچه لازم خواهد بود. ماهیچه های مشترک به راحتی و بدون صدمه در تکیه گاه نشسته ثبات بیشتری نیز دارند.
ماهیچه های استوانه ای که به طور منفرد ساخته می شوند به وسیله یک ماهیچه مشترک که تکیه گاههای آن نیز به هم پیوسته است جایگزین می شود. این ماهیچه به راحتی ساخته شده و با سرعت بیشتری نیز در قالب قرار داده می شود. گاهی فاصله بین دو تکیه گاه مجاور آن قدر کوچک است که هنگام خارج کرردن مدل و یا قرار دادن ماهیچه دیواره باریک فوق فرو می ریزد. برای پرهیز از چنین احتمالی از تکیه گاه پیوسته استفاده می شود.
تکیه گاه تماسی
در واقع در این حالت صحبت از نوعی تکیه گاه نیست بلکه سطح محدود شده ماهیچه به وسیله قالب است. به طور مثال در مدلها و جعبه ماهیچه هایی که راهگاهها و مجراهایی در حدود ضخامت دیواره موجود است طرح تکیه گاه ماهیچه تماسی به کار می رود. ماهیچه می تواند فقط به طور افقی و بدون تکیه گاه جنبی در قالب انجام گیرد. ضمنا اگر ارتفاع تکیه گاههای تماسی در مدل و قالب نصف و نصف باشند بهتر خواهد بود








 - دسته موتور EF7")