
انواع ماهیچه ها مدل سازی و قالب سازی در ریخته گری
انواع ماهیچه ها مدل سازی و قالب سازی در ریخته گری
ماهیچه قالب ریخته گری
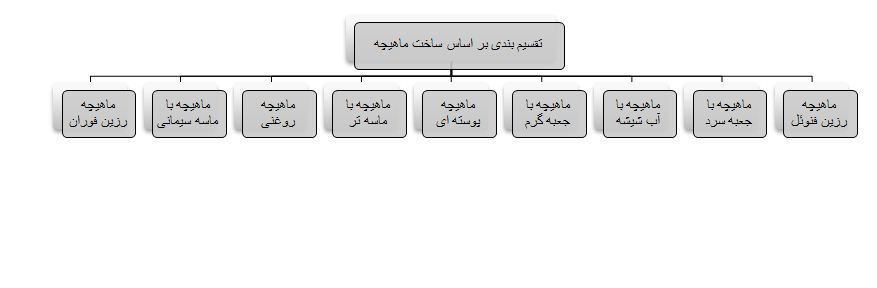
ماهیچه قالب ریخته گری
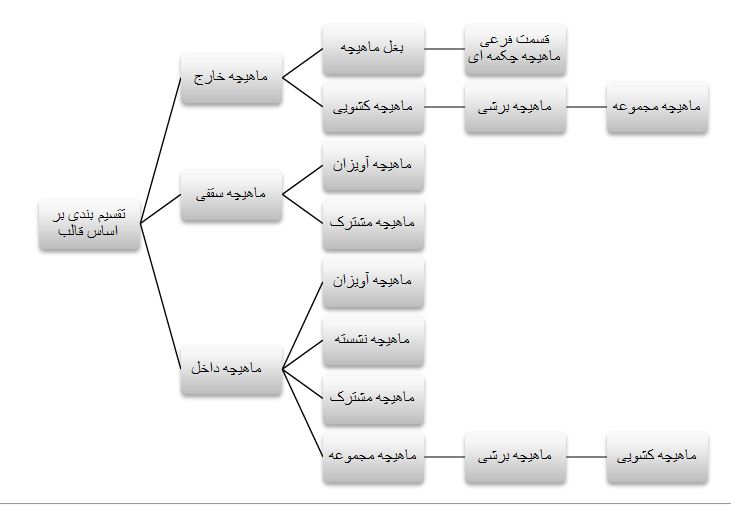
ماهیچه داخل
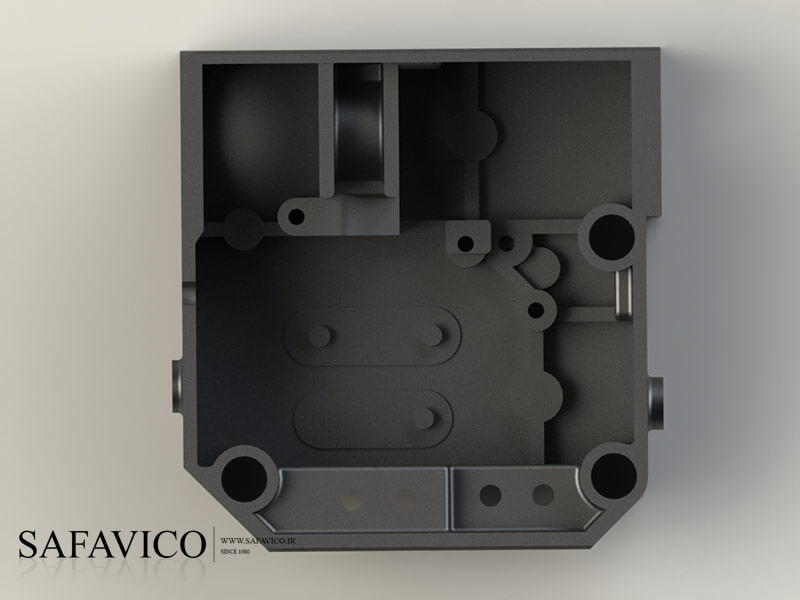
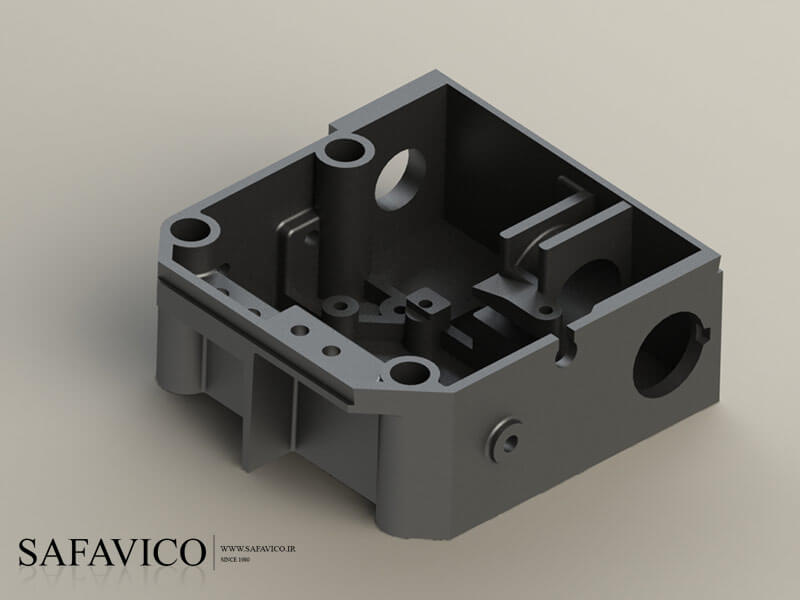
ماهیچه داخل جهت ایجاد خطوط داخلی و محفظه خالی قطعه ریختگی به کار می رود. البته می توان قطعه ای را بدون استفاده از ماهیچه قالب گیری کرد که اصطلاحا مدل مربوطه را (مدل ساده) می گویند.
کاربرد ماهیچه داخل
به خاطر دلایل زیر استفاده از مدل ماهیچه خور به جای مدل ساده منطقی تر است.
– در صورت زیاد بودن تعداد قطعه تولیدی به خاطر پرهزینه بودن کار قالب گیری دستی از مدل ماهیچه ای استفاده می شود.
در قطعاتی که محفظه پیچیده دارند استفاده از مدل ساده متضمن طراحی سطوح جدایش اضافی، قطعات آزاد و پس قالب است.
– ماهیچه سرخودهایی که با سطح مقطع کوچک و ارتفاع بلند به وجود می آیند، به هنگام بلند کردن درجه قالب گیری پاره می شود. با طراحی قطعه به صورت مدل ماهیچه خور از این مشکل جلوگیری می شود.
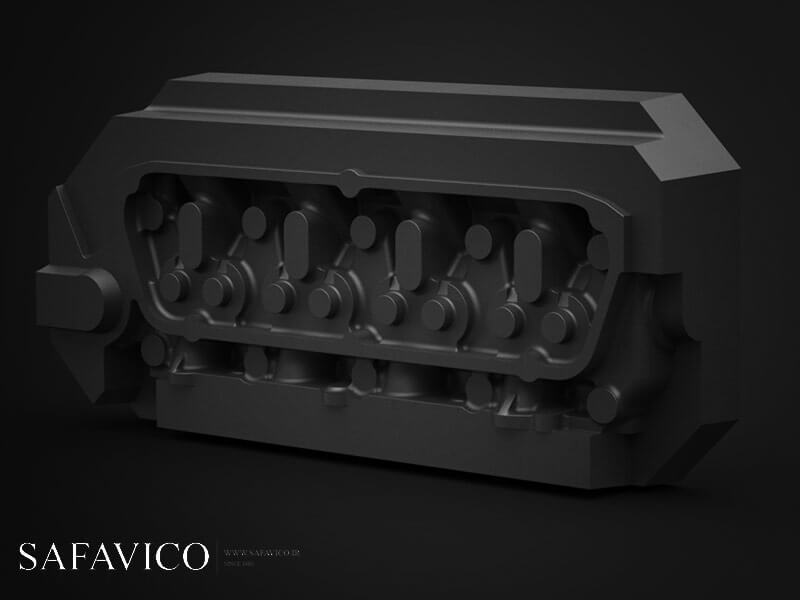
ماهیچه خارج
ماهیچه خارج باعث ایجاد خطوط خارجی قطعه می شود. در صورت عدم استفاده از ماهیچه خارج می توان قسمتهای برآمدگی قطعه را به صورت قطعه آزاد طراحی کرد. این روش مستلزم کار قالب گیری دستی گران است و به ندرت از آن استفاده می شود، آن هم در موقعی که تعداد قطعه تولیدی کمتر است. همچنین می توان به جای ماهیچه خارج از مدل کلافی نیز استفاده کرد.
کاربرد ماهیچه خارج
در قطعاتی که قسمت خارجی پیچیده دارند، استفاده از ماهیچه خارج کار قالب گیری را خیلی ساده و راحت می کند. استفاده از ماهیچه خارج باعث می شود که قطعات آزاد، پس قالب ساده گچی و سطح جدایش اضافی دیگر مورد استفاده قرار نگیرند.
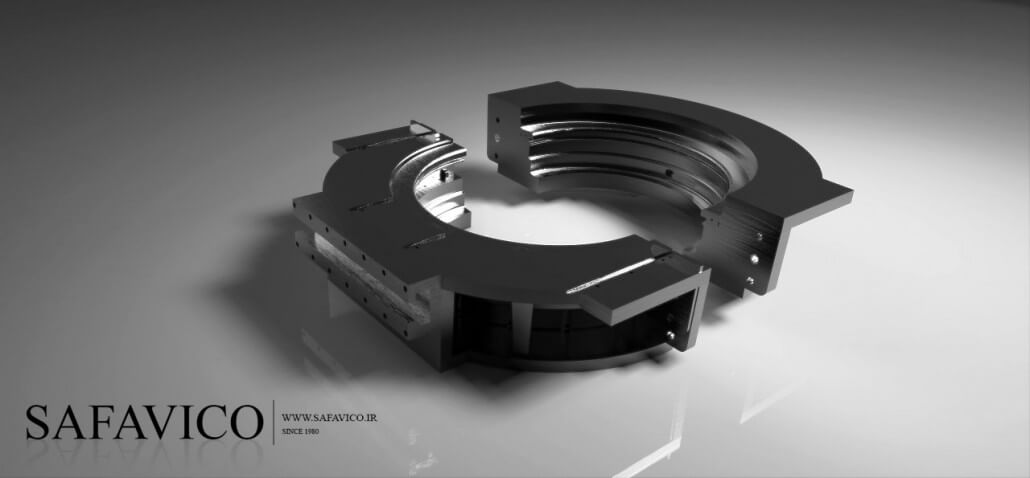
ماهیچه سقفی
ماهیچه هایی را ماهیچه سقفی گویند که سطح مقطع محل نشیمن از سطح مقطع اصلی ماهیچه بزرگتر باشد. بدین جهت این ماهیچه محفظه خالی قالب را می پوشاند. هرگاه پوشش محفظه خالی توسط ماهیچه آویزان پیش بینی شود، این نیز یک ماهیچه سقفی است.
ماهیچه سقفی می تواند بدون درجه بالایی به کار رود. در صورت استفاده از درجه بالایی از حرکت ماهیچه سقفی در راستای قائم جلوگیری می شود و قسمت سقفی ماهیچه بین قالب بالایی و پایینی محکم گرفته می شود. بدین ترتیب از بلند شدن ماهیچه در نتیجه نیروی بالابر جلوگیری خواهد شد. البته با وزنه گذاری نیز از حرکت ماهیچه جلوگیری می شود. ماهیچه سقفی می تواند مجهز به سیستم راهگاهی و تغذیه باشد.
ماهیچه آویزان
ماهیچه ای را ماهیچه آویزان گویند که روی سطح بالایی قالب نشسته و در محوطه خالی قالب آویزان باشد. محل نشیمن ماهیچه آویزان روی محوطه خالی قالب است. هرگاه محکم کردن ماهیچه توسط درجه پایینی و بالایی امکانپذیر و یا مطمئن نباشد می توان آن را بر حسب انداره ماهیچه به وسیله چسباندن، محکم کردن و پیچ کردن به درجه بالایی محکم کرد.
ماهیچه نشسته
ماهیچه ای را ماهیچه نشسته گویند که روی سطح قالب پایینی نشسته و در محفظه خالی قالب سر بیرون آورده باشد.
کاربرد ماهیچه نشسته
اکثرا در ماهیچه های بزرگ قرار دادن ماهیچه نشسته در قالب، ساده تر از نصب ماهیچه آویزان می باشد. غالبا درماهیچه نشسته روی ماهیچه اصلی، ماهیچه های دیگر قرار می گیرند.
مزیت ماهیچه مشترک
با روش مشترک برای چند قطعه ریختگی یکسان، زمان ساخت ماهیچه کمتر است. و از درجه های قالب گیری تا حد امکان استفاده می شود. استفاده از تکیه گاه مشترک، لقی تکیه گاه ماهیچه را هم کمتر می کند.
عیب ماهیچه های ساده که یک تکیه گاه دارند این است که در اثر وزن آن گشتاور چرخشی حاصله از وزن و نیروی بالابر مذاب متقابل اند و اثر همریگر را خنثی می کنند.











































































{kind=link}