

جنبه های تولید پذیری قالب پرس 1
جنبه های تولید پذیری قالب پرس 1
جنبه های تولید پذیری بستگی به فاکتورهای فراوانی دارد . گاهی اوقات یک مورد خاص در نظر گرفته نمی شود , زیرا قطعه به حد کافی پیچیده نیست .
موارد اصلی عبارتند از :
1. جهت الیاف در مواد
2. بازشدن , شکل و مکان آن
3. خمش و دیگر عملیات های سه بعدی روی قطعه صاف
4. خط جدایش قطعه
5. پرداخت سطحی , تخت , مستقیمی , و دیگر مقاطع هندسی
جهت الیاف مواد
جهت الیاف در مواد باید در مرحله اول بررسی شود , اگر ضروری نباشد نباید در طول خمش یا هرگونه عملیات دیگری در سطح قطعه در نظر گرفته شود.
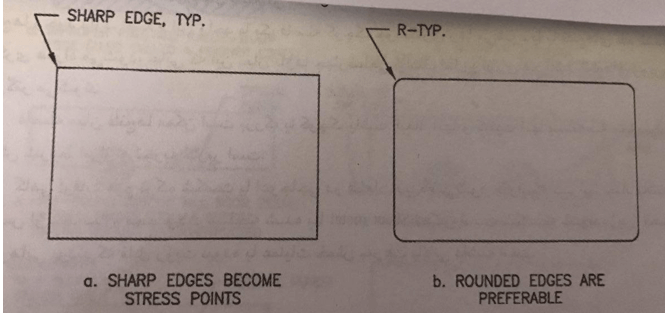
تاثیر بازشدگی نسبت به لبه های گرد شده روی رفتار قطعه
بازشدگی ها , شکل و مکان آن
بازشدگی های در قطعه نباید خیلی به هم و به لبه ورق یا نوار نزدیک باشد , در این نقطه مقایسه عملیات برش در لبه ورق بررسی می شود . بازشدگی نسبت به لبه های گرد شده یک تاثیر قابل توجه روی رفتار قطعه در تولیدات بعدی دارد . در شکل 4-12 نشان داده شده است که لبه های تیز در برش یک نقطه فشاری را در نظر می گیرد , لبه های گرد نسبت به لبه های تیز مطلوب ترند .
خمش و دیگر عملیات های سه بعدی روی قطعه صاف
چارت ها و خط مشی آنها اطلاعاتی را در مورد ابعاد شعاع خمش به دست می دهد . یک مشکل در شکل گیری فلنچ هاست که در چهار ضلع آن است , در در اینجا پرش مناسب تری در فنون شکل گیری این فلنچ ها وجود دارد . اوضاع این واحد با یک فاصله کوچک جوشکاری رها می شود یا با فلنچ های خم شده دیگری همراه می شود , جایی که این میان بارها چهار ضلعی نباشد , اما روبروی هم باشد فلنچ ها روبرو بزرگتر می شوند .
فاصله میان مفلنچ ها ممکن است بزرگ یا کوچک باشند , ابعاد آنها و کیفیت آنها بسته به محاسبات خمش شرایط ابزار و تجربه کاربر است .
گاهی اوقات هیچ ترک , شکست یا اعواجی در قطعات دیده نمی شود مگر اینکه شرایط حاد باشد .اما پس از چندسال , محصولات ساخته شده با Sheet metal ممکن است شکسته شوند , زیرا تحت فشارهایی بودند که قابل رویت نبوده و یا عملیات خمش سرعت بالایی داشته است .
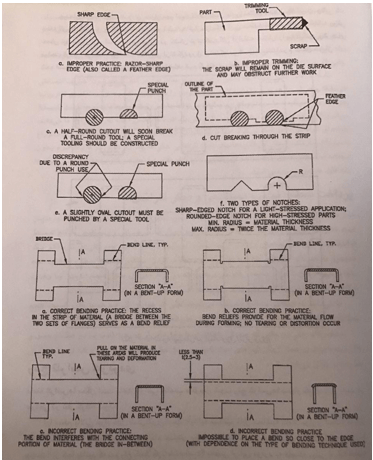
خط جدایش قطعه
لبه های تیز باید در قطعه لحاظ نشوند , بخصوص اگر قطعات بیشتری با دست تولید شوند . این نوع برش ابزارهای خاصی را می طلبد اگر سنبه با اصل سطح برش خورده درگیر نشود متمایل به یک جهت می شود و می شکند . در استمپ فلز این لبه ها نتیجه شکل گیری ساده است که در سطح قالب باقی می ماند . اغلب استفاده از سنبه گردشده در برش های نیم گرد متداول است که در شکل پایین نشان داده شده است بخصوص اگر یک نوار کوچک میان قطعه و نوار باشد . گاهی اوقات ما قصد داریم که فلز کمی درخشش داشته باشد یا سنبه کناره های قطعه را خراب نکند , گرچه عرض نوار باید در تلرانس کناری صدق کند و کاملا گرد برش زند . سنبه ممکن است در قسمت لبه ها بشکند و شکافی ایجاد کند . در این موارد یک ابزار خاص موردنیاز است که باعث عدم خسارت به ابزار می شود . وقتی خط جدایش قطعه ارزیابی شد , طراحان قسمت های تحت خمش را بررسی می کنند و دلیل چیدمان هر قطعه صاف را در طراحی در نظر می گیرند .
چیدمان صاف در ابعاد ورق بسیار مهم است که در شکل پایین نشان داده شده است جایی که قطعه کوچک است ورق آن بیشتر است و اغلب به اندازه و مکان این منطقه بستگی دارد و اینکه روش خمش نیز بسیار مهم است . برخی موارد در کشش تولیدکنندگان آزادانه خمش را با دیگر روش های ساخت ترکیب می کنند , این حالت مضربی از شکل ورق است که در شکل قسمت دوم شکل نشان داده شده است با تغییر خط جدایش ورق , تولید قطعه فرم گرفته , سریع تر و اقتصادی می شود .
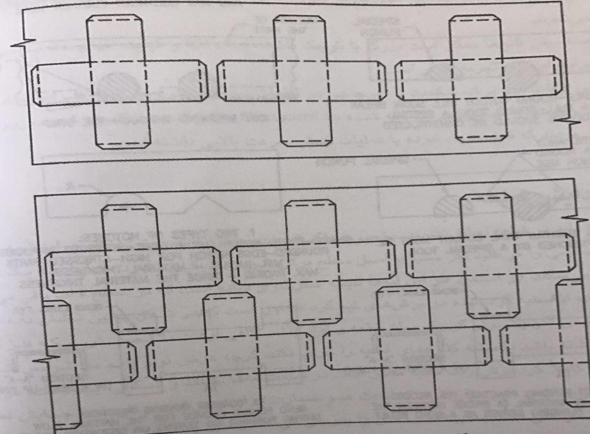
نحوه چیدمان در ابعاد ورق
رنج تلرانس کاربردی
دامنه تلرانس ممکن است باعث طراحی مناسب ماتریس شود , رنج تلرانس ها بسیار کم است و باید در طراحی در نظر گرفته شود .
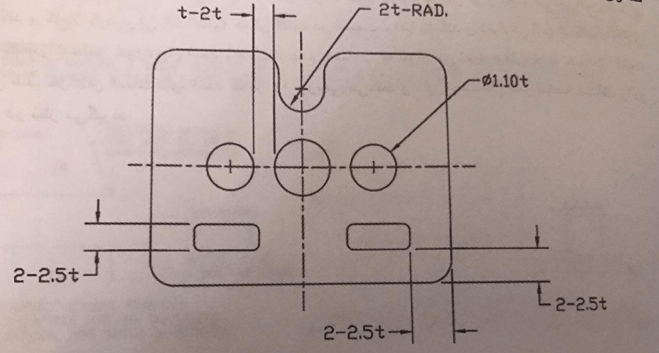
آیا سطح بالایی مواد قابل شکل گیری است ؟ آیا لبه مستقیم قابل محاسبه کاملاً موازی است ؟ مرکز سوراخ کجاست ؟ آیا نقطه میانی در هنگام جدایش مشخص شده است و اینکه دلیل کاهش قطر سوراخ چیست ؟ از کجا بدانیم که سوراخ کاملاً گرد شده است ؟ بعضی از این موارد به فاصله میانی از لبه قطعه تا لبه گشایش بر می گردد .
اگر برای مثال سنبه دقیقاً همان اندازه ساخته نشود چه باید کرد؟ آیا دقیقاً روی این محاسبات تاثیر می گذارد و اگر سنبه دقیقاً همین سایز باشد آیا تلرانس میان سنبه و ماتریس روی اندازه سوراخ و شکل کناره ها تاثیری دارد ؟
این سوالات و سوالاتی مانند آن , معماهای طراحان , بازرسان کنترل کیفیت و مهندسان تولید است جایی که مسایل تولید ماتریس و مشکلات آن درباره ی تلرانس گذاری همواره وجود دارد .
دامنه تلرانس چقدر است ؟ چه دمایی برای این محاسبات باید درنظر گرفته شود ؟ ضریب انبساطی فلز دقیقاً چقدر است ؟ همچنین ما دامنه تلرانسی محدودی را دارا هستیم که به پروسه لحیم کاری یا جوشکاری بر می گردد . ما می دانیم که این عملیات می تواند با هر روشی انجام شود و باعث انبساط می شود که نتیجه آن اعوجاج است در این حالت یک انبساط چشمی دامنه تلرانسی را به ما می دهد . دامنه های تلرانسی به ما کمک می کنند , آنها برای دقت در کار به کار می آیند و برای اندازه گیری سوراخ به سوراخ , نیازمند دانستن این اندازه هاست . دامنه ی تلرانسی خیلی کوچک در خمش در فلزات نرم بدون استفاده است , اگر خمش بتواند با فشار بیشتری تاثیر گذار باشد این حالت و کاربردهای تلرانسی دیگر با دقت قابل طراحی و بررسی است .
پرداخت سطحی , تختی , مستقیم و دیگر تلرانس ها
همانطور که بیان شد دامنه تلرانس ها درباره پرداخت سطح , تختی , مستقیمی و دیگر تلرانس ها مورد نیاز است جایی که اعوجاح برای یک محصول تا چه حد مجاز است . صافی و مستقیمی سطح توسط تولید کننده ممکن است نیازهای ما را برآورده نسازد . در دامنه تلرانس بسیار مهم تلقی می شود اگر یک محصول به حد کافی مستقیم نباشد با اندازه گذاری و صاف کردن مستیم می شود . سطوح پرداخت شده جنبه دیگری از این تاثیرات هستتند , چگونگی سطح محصول و طراحی آن بسیار مهم است . آیا وجود نوک ها و گردنه ها در سطوح داخلی قطعه مجاز است ؟
ما می دانیم که قطعات بسیار مستهلک می شوند , حتی در حمل و نقل هم همینطور است , عدم بسته بندی مناسب برای بعضی قطعات باعث از بین رفتن قطعه می شود .
محصولات حتی در جابجایی که چیدمان یافته اند و یا حایل هایی از هم جداشدند تا در هنگام حمل و نقل صدمه نبیند در همان زمان نیازهای بسته بندی در جهت جلب رضایت مشتری وجود دارد که باعث افزایش هزینه های تولید می شود .
قالب برش باز شده


دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.