
دستگاه های پرس
دستگاه های پرس
اهمیت پرس کاری
فرایند پرس کاری یکی از قدیمی ترین و رایج ترین روش های تولید قطعات ورقی است. طراحی قالب از حساسترین و مهم ترین بخش های تولید قطعات پرسکاری است که برای طراحی قالب تجربه و دانش بسیاری نیاز است. براساس تحقیقات انجام شده در هر خانه در کشور امریکا به طور میانگین بیش از صد هزار قطعه پرسی استفاده شده است.
پژوهش های انجام شده نشان می دهد در صنعت الکترونیک پین بیش از دو میلیارد دلار قطعه پرسی در سال مصرف می شود ( سال دو هزار و یک میلادی )، پر واضح است که با در نظر گرفتن صنایع خودروسازی و سایر صنایع وابسته به آن، حجم تقاضای روزافزون قطعات پرسی و در نتیجه طراحی قالب از جایگاه بسیار ویژه ای برخوردار خواهد بود.
دستگاه های پرس

دستگاه پرس
ماشین های شکل دهی ( دستگاه های پرس ) ماشین های ابزاری هستند که برای تغییر شکل، بدون نیاز به براده برداری مانند کشش عمیق، برش، اکستروژن و … استفاده می شوند.
چکش ها یا پرس های قدیمی ماشین های ابزار مناسبی بودند، که فقط برای محدوده تلرانس غیر دقیق به کار می رفت، ولی در سال های اخیر تغییرات اساسی در آنها پدید آمده است.
مزایای اقتصادی و فنی روش پرس کاری:
تلرانس کم و دقت ابعادی بالای قطعات تولید تشابه زیاد قطعات صافی سطح خوب قطعه تولیدی
عدم وجود محدودیت در جنس قطعه تولیدی
زمان بسیار کوتاه تولید
مهمترین عیب روش پرس کاری:
به دلیل هزینه سنگین تولید قالب این روش بیشتر برای تولید انبوه استفاده می شود و برای قطعات با تعداد کم، مقرون به صرفه نیست.
روش شکل دادن باعث پدید آمدن روش های کاری تازه ای شده که نیاز به ماشین های ابزار خاصی دارد. ماشین های شکل دهی مدرن مانند ماشین های ابزار براده برداری دارای تجهیزات و توانایی های مشابهی می باشند. ویژگی آنها دقت کاری بالا، تجهیزات ایمنی دقیق و کنترل مدرن ( کنترل PC، PLC ، NC ) می باشد.
پرس ها ماشین آلاتی هستند که خروجی آنها نیروی لازم برای تغییر شکل مواد و همچنین ورق کاری در یک سیکل زمانی مشخص و با میزان دقت تعیین شده می باشد.
انواع عملیات پرس کاری:
برشکاری
خم
فرم
کشش عمیق
اتساع
سکه زنی
تقسیم بندی پرس ها:
پرس ها از جنبه های مختلفی دسته بندی می شوند:
الف) از نظر نوع تولید و عملکرد آنها
پرس های فورج
پرس های با سرعت بالا برای مونتاژ قطعات الکترونیکی
پرس های تزریق پلاستیک
پرس های جهت سوراخکاری ورق های نازک
پرس های کشش و یا فرم دهی ورق
ب) با توجه به منبع تولید نیرو
پرس های مکانیکی
پرس های هیدرولیکی
پرس های پنوماتیکی
ج) از نظر مونتاژ
سبک ( کمتر از 50 تن )
نیمه سنگین ( 50 تن تا 250 تن )
سنگین ( بالاتر از 250 تن )
پرس های دروازه ای
د) با توجه به تعداد ضربه زدن یا اسلاید
با یک اسلاید یا یک عمله single action
با دو اسلاید یا دو عمله double action
با سه اسلاید یا سه عمله triple action
تقسیم بندی پرس ها از نظر عملکرد:
پرس های وابسته به انرژی پرس با سقوط آزاد چکش برای عملیات آهنگری
پرس های وابسته به مسیر مانند پرس های مکانیکی لنگ و بادامکی
پرس های وابسته به نیرو مانند پرس های هیدرولیکی
تقسیم بندی پرس ها از نظر تعداد حرکت:
تک حرکته ( ضربه ای )
دو حرکته ای ( هیدرولیک )
سه حرکته ( هیدرولیک )
تقسیم بندی پرس ها از نظر نوع محرک:
پرس های مکانیکی
پرس های ضربه ای

دستگاه پرس
پرس های قدرتی POWER PRESS: ( مکانیکی – هیدرولیکی – پرس بریک )
دستگاه پرس
پرس های قدرتی به ماشین هایی گفته می شود که معمولا دارای بستر ساکن بوده و ضربه زدن آن در قاب پرس هدایت شده تا بر روی مسیر معینی حرکت رفت و برگشت تناوبی با زاویه قائمه نسبت به بستر پرس داشته باشد.
پرس های قدرتی جهت انجام عملیات برشف خمشف تغییر شکل مواد نیمه ساخته و فشردن مواد فلزی بکار می روند. عملیات پرس به وسیله قالب های بالایی و پایینی ( سنبه – ماتریس ) که به کف ضربه زدن و میز نگاهدارنده بسته می شود انجام می گیرد.
پرس های مکانیکی MEHANICAL METAL PRESS
پرس های مکانیکی یا ضربه ای به ماشینی می گویند که دارای نیروی محرکه مکانیکی بوده و انتقال نیرو در آن ها به میل لنگ توسط کلاچ انجام می گیرد.
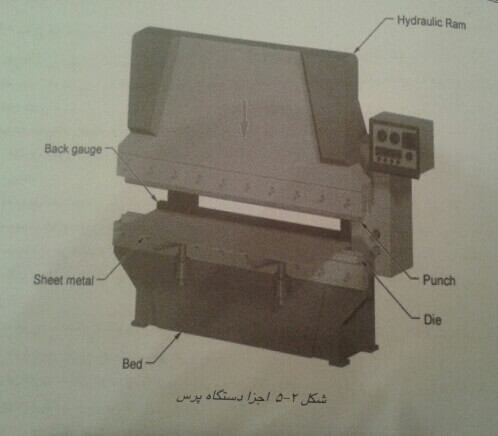
پرس های هیدرولیکی
پرس های هیدرولیکی به ماشینی گفته می شود که در آن انتقال نیرو به ضربه زدن ( پلاتین ) توسط فشار مایع ( روغن ) صورت می گیرد.
پرس های مکانیکی و هیدرولیکی : تفاوت ها و کاربردها
پرس ها ی ضربه ای دارای کورس کم سرعت زیاد و قابلیت تنظیم کورس کم هستند، در تمام طول کورس تناژ ماکزیمم ندارد و در انتهای لنگ ماکزیمم تناژ به وجود می آید. ولی در پرس های هیدرولیک سرعت کم کورس زیاد قابلیت تنظیم کورس زیاد و نیروی یکنواخت در کل کورس خواهیم داشت. در پرس های هیدرولیکی نیرو ثابت است و مستقل از مسیر اعمال می شود و این نوع پرس ها سرعت کمتری نسبت به پرس های مکانیکی دارند. و برای کارهایی که به یک فشار ثابت در سرتاسر کورس نیاز دارند مانند کارهای کشش عمیق و فرم دهی مناسب می باشند. اما پرس های مکانیکی برای کارهایی که یک نیروی زیاد در انتهای کورس لازم است به کار می رود مانند سوراخ کاری ورق زنی و کشش و فرم های کم عمق.
پرس های مکانیکی میل لنگی برای برش و خم کاری، پرس های زانویی جهت برش خم کاری و ضرب، پرس های هیدرولیکی برای کشش عمیق اکستروژن و پرس های پیچی جهت قالب های بسته آهنگری مناسب اند.
چکش ها
چکش ها جزء ماشین های قدیمی به شمار می آیند. این ماشین ها برحسب سیستم محرکه و طراحی بستر تقسیم بندی می شود.
چکش های سقوطی
کوبه به صورت سقوط آزاد می افتد. در چکش های سقوطی انرژی لازم جهت تغییر شکل از تبدیل انرژی پتانسیل به انرژی جنبشی به دست می آید.
اجزای اصلی: بستر، پایه های جانبی، قسمت کلگی، کوبه و تسمه به عنوان سیستم بالابرند. بستر از جنس چدن خاکستری یا فولاد ریختگی تهیه می شود. پایه های جانبی چدنی، ریل های سخت شده قابل تنظیم را می گیرند. سیستم محرکه بالابرنده در زیر کلگی چکش نصب می شود. چکش های سقوطی تسمه ای جهت آهنگری قالب بسته قطعات کوچک و نیز آهنگری قالب بسته قطعات کوچک و نیز آهنگری قالب باز به کار می روند.
چپش های سقوطی فشاری
کوبه علاوه بر وزن توسط روغن فشاری یا هوای فشار شتاب می گیرد. در این چکش ها توانایی کاری به خاطر فشار اضافی ( هوا، روغن ) علاوه بر سقوط آزاد بیشتر می گردد.
اجزای اصلی: بستر، پایه های جانبی با راهنمای قابل تنظیم کوبه، کلگی و سیستم محرکه هیدرولیکی و کوبه چکش یا پیستون محرکه.
دسته پیستون به وسیله اتصال کوبه به کوبه متصل شده است. بستر و پایه های جانبی از چدن مخصوص با افزوده های فولادی ساخته می شود. قطعه نگهدار قالب آهنگری که روی بستر نصب می شود، از فولاد آهنگری بهسازی شده است.
چکش های ضربه متقابل
دارای دو کوبه که در خلاف جهت هم کار می کنند است. کوبه بالایی مانند چکش فشار بالا کار می کند، سیستم محرکه چکش های ضربه متقابل هیدرولیکی می باشند.
پرس های پیچی
پرس های پیچی پرس هایی هستند که سینه آنها توسط محور پیچی به طرف بالا و پایین حرکت می کند.
انواع پرس های پیچی
این ماشین ها با توجه به نکات زیر تقسیم بندی مختلفی دارند:
1-بسته به روشی که چرخ لنگر شتاب می گیرد:
سیستم اصطکاکی با دیسک استوانه ای یا مخروطی
سیستم هیدرولیکی
سیستم محرکه الکتروموتوری مستقیم
سیستم محرکه گوه ای
2-بسته به ساختمان آن:
چرخ لنگر به همراه محور در راستای عمودی حرکت می کند
محور با چرخ لنگر حرکت عمودی ندارد
کاربرد پرس های پیچی
به خاطر مزیت این پرس ها در مقایسه با چکش ها و پرس های میل لنگی، پرس های پیچی در آهنگری و سکه زنی به کار می رود.
این مزایا عبارتند از:
پرس های پیچی فقط احتیاج به فونداسیون کوچکی دارند
سرو صدای کمتر در مقایسه با چکش ها
انرژی بیشتر که می توان قطعات بزرگ را با آن تغییر شکل داد
کوتاه بودن مدت زمان فشاری که باعث افزایش عمر ابزار می شود
پیچ محور محرکه خود قفل کن نیست. بدین جهت پرس های پیچی زیر بار قفل نمی کنند
به دلیل سرعت کم برخورد سینه پرس در مقایسه با چکش ها مقاومت تغییر شکل کمتر است
پرس های پیچی مانند چکش ها نقطه مرگ پایین دقیق ندارند
کاربرد پرس های پیچی
1-سکه زنی
به خاطر ضربه سخت، این پرس ها برای سکه زنی به کار می رود ( تغییر شکل پوسته کلاچ )
2-آهنگری دقیق
کارهای آهنگری که فشار نهایی بالایی لازم دارد تا تغییر شکل حاصل از فنریت قطعه کار، ابعاد آن را تغییر ندهد.
پرس های میل لنگی
تناژ آنها بستگی به موقعیت میل لنگ دارد. اندازه خارج از مرکز یا شعاع میل لنگ، اندازه کورس و همچنین موقعیت از عوامل تعیین کننده نقاط مرگ بالا و پایین می باشد.
پرس های زانویی
نوعی از پرس های میل لنگی هستند که در آنها نیروی بازوی لنگ از طریق سیستم اهرمی ایجاد می شود. به لحاظ ساختمان طراحی و نحوه کار مانند پرس های میل لنگی است، ولی دیاگرام نیرو – مسیر آن را با پرس های میل لنگی فرق دارد.
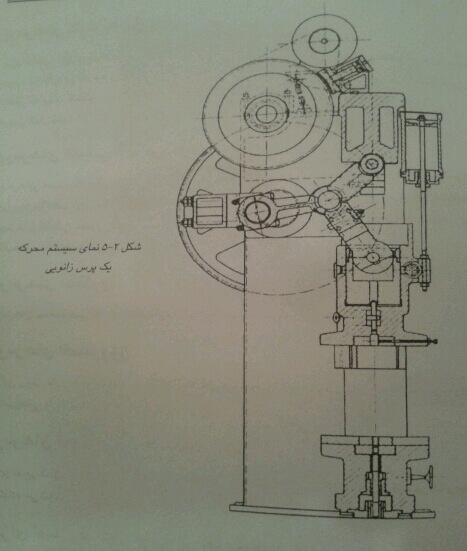
پرس زانویی
پرس های برش خودکار
جهت ساخت و تولید انبوه قطعات برشی به کار می رود. این برش ها به صورت پرس های خارج از مرکز و پرس های هیدرولیکی ساخته می شوند.
ویژگی ها:
کورس کوتاه
پایه مقاوم به خمش
کلاچ ها و ترمزهای با سرعت عمل بالا
لقی کمتر یاتاقان ها
پرس های کشش عمیق
برای کشش عمیق پرس ها دو یا سه کاره لازم است.
پرس سه کاره دو لغزنده و یک بیرون انداز دارد. روی سینه خارجی ورق گیر لازم بسته می شود، سینه داخلی که سنبه کشش روی آن بسته می شود، سینه اصلی پرس می باشد. بعد از کشش عمیق، بیرون انداز قطعه کار آماده را از ماتریس کشش بیرون می اندازد.
پرس های کششی چند مرحله ای
پرس هایی هستند که برای ساخت قطعاتی که نیاز به چندین مرحله کشش دارند به کار گرفته می شوند. این پرس ها اغلب برای ساخت قطعات کششی ورق استفاده می شوند. ساختمان این پرس ها شبیه به پرس های کشش معمولی است. سینه پرس های کششی چند مرحله ای دو کاره است و روی سینه پرس قالب های زیادی بسته می شود.
پرس های آهنگری
پرس های مخصوصی که در انتخاب آن ها باید نوع سیستم محرکه را نیز در نظر گرفت.
پرس های اکستروژن
با این روش قادر به تولید قطعاتی با دقت بالا خواهیم بود. در این روش نیاز به قالب های دقیق و ماشین هایی با دقت بالای راهنمای سینه پرس داریم.
پرس های آهنگری چند مرحله ای
برای تغییر شکل قطعات توپر در تولید انبوه و برای تولید قطعات استاندارد مانند پیچ ها، مهره ها و پین ها استفاده می شود.
اجزای اصلی تشکیل دهنده دستگاه پرس
تاج پرس
ضربه زدن
ستون های کناری پرس
بستر
دستگاه پرس
تاج پرس
فوقانی ترین و مهمترین قسمت پرس است که خود شامل قسمت های زیر می باشد:
بدنه : بدنه تاج پرس یا به صورت چدن ریخته گری یک تکه است و یا از صفحه های به هم جوش خورده تشکیل شده است.
مجموعه محرکه: وظیفه تولید و انتقال نیرو را به عهده دارد و شامل قسمت های زیر می باشد:
الکتروموتور: موتوری است که انرژی خود را از برق DC گرفته و آن را به حرکت دورانی تبدیل می کند.
فلایویل: حرکت دورانی خود را از موتور گرفته و نیرو را به شافت اصلی منتقل می کند.
سیستم کلاچ هیدرولیکی: اجزای تشکیل دهنده آن کلاچ صفحه ها و دیسک و پمپ روغن است.
سیستم ترمز هیدرولیکی: وظیفه آن جلوگیری از دوران ناخواسته شافت اصلی می باشد.
شافت اصلی: واسطه بین فلایویل و چرخ دنده ها که دور را از فلایویل گرفته و به گیربکس منتقل می کند.
مجموعه چرخ دنده ها و شاتون: وظیفه آن گرفتن حرکت دورانی از شافت اصلی، کاهش تعداد دوران و تبدیل حرکت دوران به حرکت خطی می باشد.
مدار روغن کاری: شامل دو مدار که اولی مدار روغن کلاچ های هیدرولیکی و ترمز را فراهم می کند و دیگری جهت برگشت و روغن کاری می باشد.
مدار خنک کاری: شامل فیلتر و دو عدد فن ترموستات مخزن و روغن به عنوان خنک کننده می باشد.
اسلاید
اسلاید یا ضربه زدن مجری آخرین عضو از سیستم انتقال نیرو در پرس می باشد که نیروی ایجادی را به قالب انتقال می دهد و شامل شاتون، بالانسور، موتور اینچ و … می باشد.
ستون های کناری پرس
رابطه بستر و تاج پرس می باشد و به شکل مکعب مستطیل توخالی می باشد که وظیفه آن ها ایجاد فضا برای حرکت اسلاید است و شامل قسنت های زیر است.
Tie rode
سطوح راهنما
محافط های کناری
بالانسور
سیستم اضافه بار
سیستم نگهدارنده قالب
بستر
قسمت پایینی پرس که پایه آن به حساب می آید از یک طرف به فونداسیون و از طرف دیگر به ستون های کناری و تاج پرس اتصال یافته است و شامل قسمت های زیر است:
میز متحرک یا بولستر
پین لیفر
کلمپ بولستر
لیفتر بولستر
سایر اجزای پرس
ابزارهای تغذیه دستی ( انبرک ها ) : برای گرفتن قطعات و تغذیه دستی پرس
بیرون انداز ( پران ) : مکانیزمی است برای خارج ساختن قطعات ساخته شده از داخل قالب ها
تنظیم آرم ( جزء به جزء ) : وسیله ای است که حرکت جزیی منقطع پرس را فراهم می آورد که فقط در مواقع تنظیم و بستن قالب پرس کاربرد دارد و سوئیچ تغییر وضعیت آن در تابلوی کنترل دستگاه باید در دسترس باشد.
ترمز: مکانیزمی است در پرس های مکانیکی به منظور کنترل میل لنگ هنگامی که کلاچ عمل نمی کند که به طور مستقیم و یا توسط چرخ دنده واسطه این عمل انجام می پذیرد.
تک ضرب : بخشی از سیستم کنترل کلاچ – ترمز است که فقط برای انجام یک ضربه در هنگام فرمان دادن به پرس طراحی شده است.
تغذیه : قرار دادن و جابه جایی قطعه کار در قالب و یا خارج ساختن از آن
انواع تغذیه
تغذیه خودکار
تغذیه نیمه خودکار
تغذیه دستی
چشم الکترونیکی ( وسایل حس کننده )
وسایلی است که طراحی و ساخته شده تا یک سطح و یا میدان حساس برای سیستم کنترل کلاچ ترمز پرس بوجود آورد تا هنگامی که دست های کارگر یا هر بخش دیگر از بدن در آن سطح یا میدان قرار گیرد، سیستم کلاچ عمل نکند.
حفاظ حصاری: وسیله ای است که مانع از ورود دست یا هر قسمت از بدن اپراتور به داخل منطقه عمل پرس می شود.
رکاب ( پدال پائی ) : وسیله مکانیکی است که سبب گردش میل لنگ می شود.
راه اندازی دو دستی : این وسیله ایمنی جهت انجام عمل پرس نیاز به فشار همزمان با هر دو دست پرسکار دارد تا هنگام پایین آمدن ضربه زدن، دست های اپراتور از منطقه خطر دستگاه دور باشد.
رگبار ( مسلسل ) : ضربات پی در پی بدون ایست توسط ترمز
سلکتور فرمان پرس ( انتخاب کننده نوع عملیات ) : شامل حالت های خاموش – تک ضرب – رگبار ( مسلسل )، راه اندازی دو دستی، پدال پائی و تنظیم آرام است.
ضربه زدن ( کشوئی ) : بخش اصلی هر پرس که دارای حرکت رفت و برگشت تناوبی است ( ضربه زدن ) گفته می شود.
ضربه : یک حرکت رفت و برگشتی بخش کشویی پرس ( ضربه ) نامیده می شود، به بیشترین فاصله ای که ضربه زدن می تواند در سیکل خود نماید کورس می گویند.
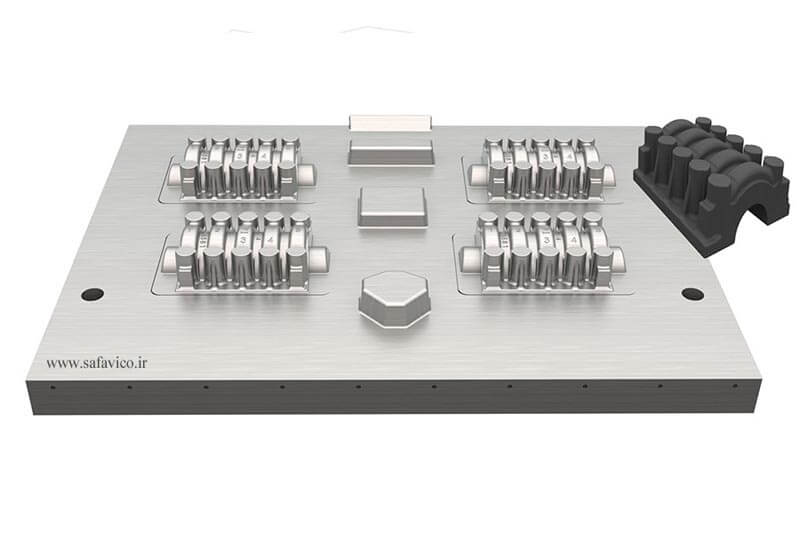
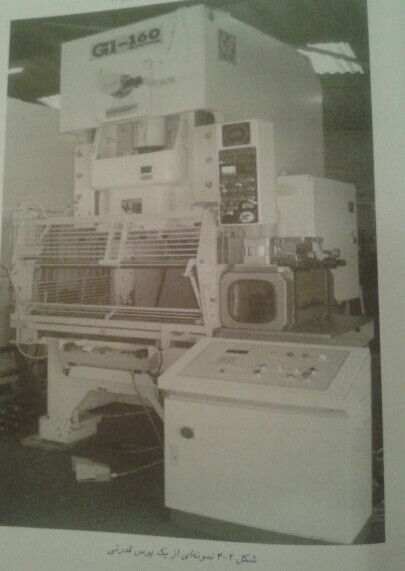
تصاویر زیر مربوط به دستگاه پرس و نمونه قطعاتی هستند که به روش پرس تولید شده اند.

دستگاه پرس

دستگاه پرس

قطعه تولیدی به روش پرس

قطعه تولیدی به روش پرس

قطعه تولیدی به روش پرس


سلام، از مطالب ارائه شده متشكرم
مرسی مطالب مفید بود
با عرض سلام و احترام خدمت دوست گرامی
بنده سوالی دارم خدمتتون،من برای طرحی نیاز دارم ب چند عدد دیش ک شبیه دیش ماهواره باشه،منتهی از چند لحاظ فرق میکنه،اول اینکه اگه بخوام ورق بذارم زیر پرس هیدرولیک ک البته قالبی شبیه دیش داشته باشه پرس چند تنی نیازه ک بتونه کار رو انجام بده؟و آیا ب صورت دیش در میاد و صاف هست یا دارای تا خوردگی هست؟
شما فرض کنید من میخوام پرس هیدرولیک برای ساخت دیش ماهواره خرید کنم و قالب دیش را هم بذارم زیر پرس ک ورق یک متری بذارم زیر پرس و چیزی شبیه دیش درست بشه، ب نظر شما چ راهکاری یا پیشنهادی هست ک من اطلاع ندارم یا اصلا چنین چیزی امکان داره یا دچار نقص میشه کار؟
ممنون میشم اگه جواب بدید ب این ایمیل
imankhista@yahoo.com
با تشکر انصاری
سلام وقت بخیر، شما می توانید با شماره شرکت 02146079316 تماس بگیرید و با جناب مهندس صفوی در این رابطه صحبت کنید ایشان اطلاعات کامل در اختیار شما قرار خواهند داد.
س از مطالب شما بسیار ممنونم ، من از بلوچستان مزاحم میشم میخواستم دستگاه پرس کارتن طرح افقی با بسته های پرسی 100کیلویی بسازم ولی اسم قطعات فرمان هیدرولیکی واجزای دیگه رو نمیدونم ممنون میشم راهنمایی کنین که سبب نون اوری چند خانوار بلوچ میشین اجرتون پیش خداوند بی جواب نمیمونه
سلام وقت بخیر، شما می توانید با شماره شرکت ۰۲۱۴۶۰۷۹۳۱۶ تماس بگیرید و با جناب مهندس صفوی در این رابطه صحبت کنید ایشان اطلاعات کامل در اختیار شما قرار خواهند داد.